
公司名称:南昌孟龙实业有限公司
联系人:刘经理(13767010068)
固定电话:0791-86653069
文本传真:0791-86653269
电子邮箱:menglonggj@126.com
公司地址:江西省南昌市灌婴路金润二期6栋32-33号

综合有限元仿真模拟的结果和实际生产的情况,得出冷推制弯头的管坯仍然采用梯形管坯下料方式,由于有限元仿真模拟得出的管坯形状为弧形管坯,所以需要对管坯形状进行处理,从而可以得到更为精确的梯形管坯尺寸。怎样在弧形管坯的基础上得到最优的梯形管坯尺寸,是得到梯形管坯尺寸的关键。
1、Φ219 弯头管坯优化方案一
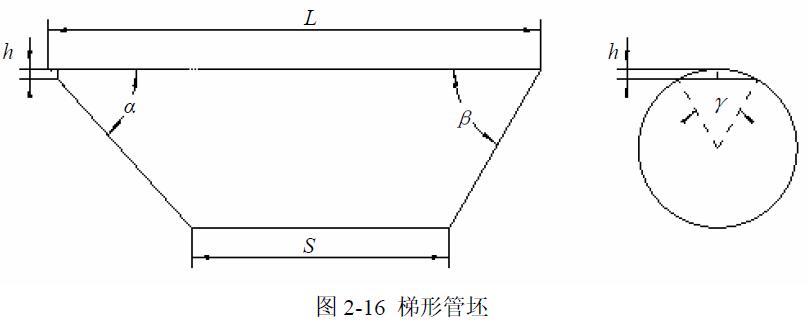
如图 2-16,管坯总长L 如果过长,则会产生材料的浪费;如果过短,则弯头在车端面时没有足够的加工余量。管坯左端的端面切出一个平面,一方面是为了去掉较为多余的材料,使得在推弯成形时,该处材料不会出现堆积和重叠的现象,另一方面是为了保证毛坯的上端能够有有足够大的平面,使凸模作用到毛坯上的力不会因为产生过大的偏心负荷从而影响模具的正常工作。截面高度应该切除多少需要根据经验和模拟仿真的结果来定,根据经验通常按照γ 角取60°计算得到。斜角α 过大或过小,不仅会导致弯头产生一端过长或一端过短的现象,而且会影响到毛坯上平面的大小,同时会影响毛坯的受力情况。
根据以上结论,将ABAQUS 软件反推得到的弧形管坯尺寸导出,以此尺寸为基础来确定梯形管坯的尺寸,梯形管坯尺寸的确定主要在于如何取两侧面的斜边。因为梯形截面的左端是推顶装置需要作用力的地方,所以管坯端口要截去一部分留有一定的平面,为保证管坯外弧不会出现一端长一端短的现象,α 角较β 角要小。由于推制出的管坯端面需要加工,故要留出一定的加工余量,因此两端斜边要囊括两端弧线。
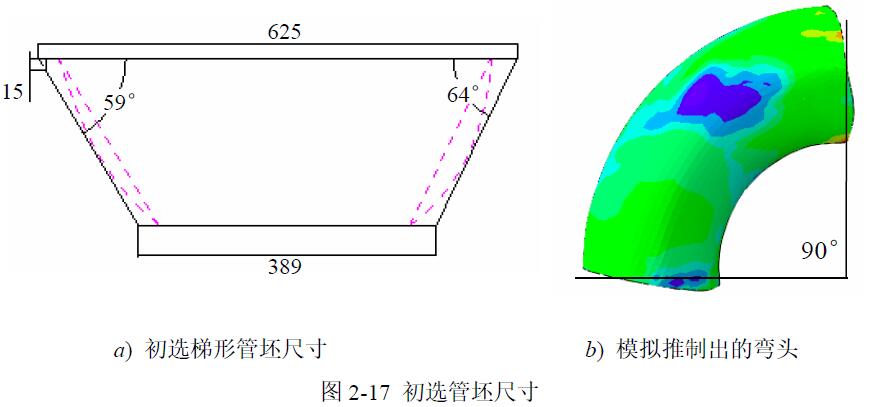
α 角、β 角初选:连接得到两端弧线的割线,得到α 角、β 角。
将两条割线平移至距两个弧线切线 3~5mm 的位置,得到图2-17a)所示的梯形管坯尺寸,图2-17b)所示为由此管坯仿真模拟推制出的弯头形状。由图2-17 所示,可以看出,由初选管坯推制出的弯头外侧弧长明显不足,内侧弧长反而过长,可以认为α 角或β 角过大。
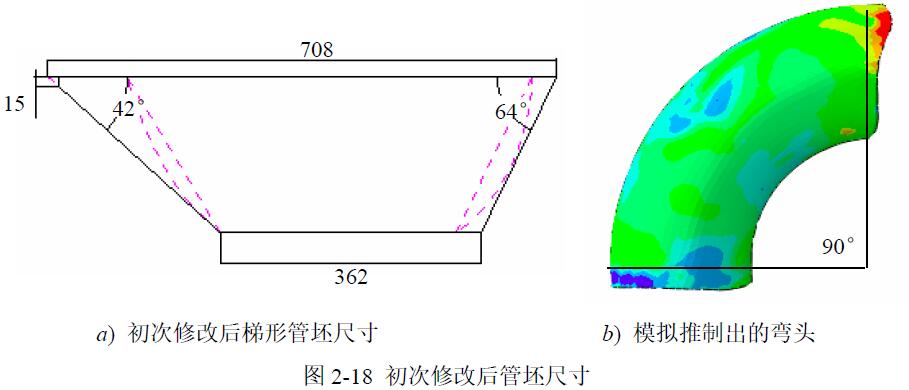
再次对管坯尺寸进行修改,左侧斜边以底边端点做弧线的切线,这样 α 角较之前减小,同时顶边增长,底边缩短,如图2-18 所示。由图2-18b)所示可以看出,弯头虽然满足了90°弯度,但是余量较大,较为浪费材料,不是最为精确的管坯尺寸。
对管坯尺寸进行再一次修改,将α 角增大,β 角减小,这样可以缩短并保证外弧长度,同时内弧长度也有所减小,如图2-19 所示。由图2-19b)所示可以看出,最终经过修改得到了较为精确的管坯尺寸,不仅可以推制出合格的弯头,还留有少量的加工余量。
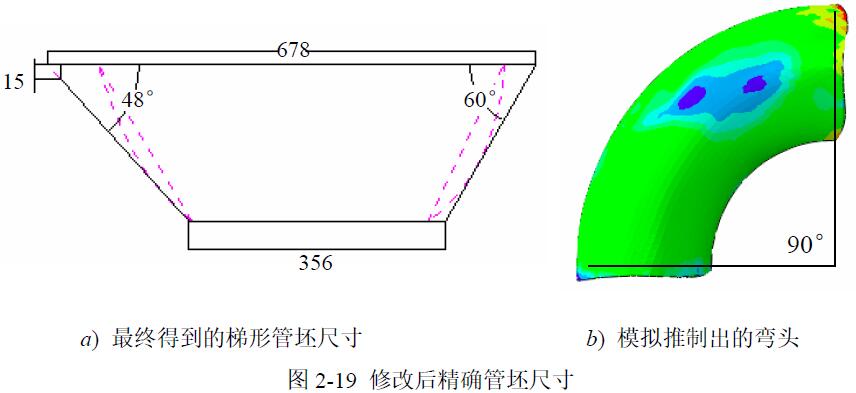
经过以上管坯优化的过程,得出结论,梯形管坯尺寸的确定,以整个梯形包括住反推得到的原始弧形管坯轮廓为前提,推顶端α 角较β 角较小,通常取α 角48°,β 角60°,梯形下底端左右各留出一定加工余量,即可得出较为精确管坯尺寸。
2、Φ219 弯头管坯优化方案二
方案一中,梯形管坯中的加工余量需要在确定管坯尺寸时加入,为了减少这一步,可以将加工余量加入在反推模型中,如图2-20 所示即为加上加工余量的反推弯头模型,在反推的推顶端加5°的弯度,另一端加10mm 的直管段。图2-21 所示即为反推得到的弧形管坯尺寸。

底边长度不做改变,取α 角48°,β 角60°,得到如图2-22a)的梯形管坯尺寸,如图2-22b)所示为梯形管坯尺寸推制出的弯头,可以看出推制出的弯头不仅满足了90°弯头的尺寸,而且还有少量的加工余量。
3、方案一与方案二对比
方案一方案二均可以得到较为精确的管坯尺寸,方案二将加工余量直接加在反推模型上,使得精确管坯尺寸的得到更为简便。
具体方法为,保持反推得到的底边长度不变,根据多个规格多次模拟,得出经验通常取α 角48°,根据不同规格可能角度会有所浮动,幅度范围为±2°,β 角为60°±2°,γ 角60°,即可得到较为精确的梯形管坯尺寸。
