
公司名称:南昌孟龙实业有限公司
联系人:刘经理(13767010068)
固定电话:0791-86653069
文本传真:0791-86653269
电子邮箱:menglonggj@126.com
公司地址:江西省南昌市灌婴路金润二期6栋32-33号

固定管斜45°氩电联焊试验材料及焊前准备
发布人:管理员 发布日期:2019-05-07 13:28:06
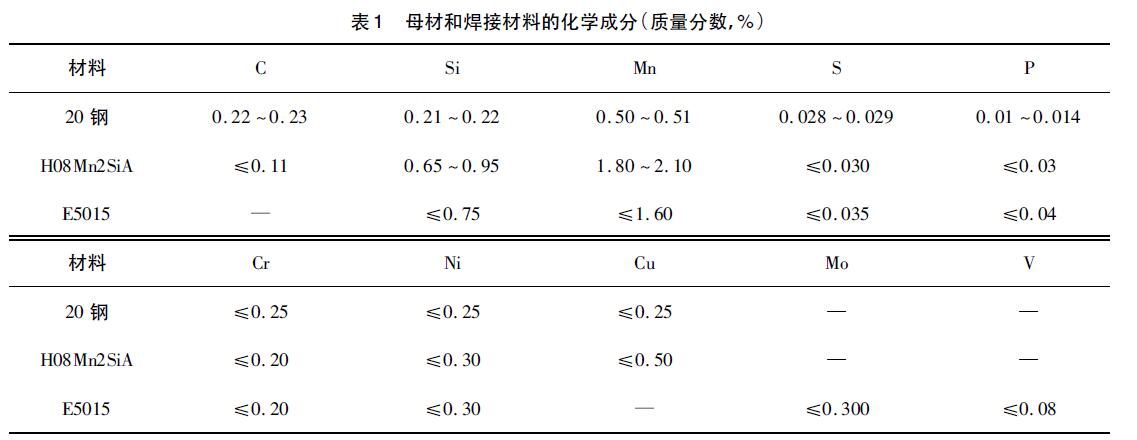
试件选用20钢无缝钢管两个,规格为Φ114mm×8mm×100mm,坡口角度60°±3°,钝边1.5~2.0mm。用磨光机、锉刀等工具在管内、外壁两侧20mm范围内除净铁锈、油污和氧化皮等杂质,打磨过程中不要破坏坡口角度和钝边尺寸,使其呈现金属色泽。
焊接使用的氩气纯度应大于99.7%,喷嘴采用孔径为Φ8~10mm的圆柱形陶瓷喷嘴,选用Φ2.5mm的铈钨极,端头磨成锥形,钨极伸出长度4.0~6.0mm。焊丝选用Φ2.5mm的H08Mn2SiA,将E5015焊条烘干后,放入保温筒中备用。母材和焊接材料的化学成分见表1。
上一篇: 法兰存在的腐蚀及防范措施
下一篇::固定管斜45°氩电联焊焊接操作及注意事项
