
公司名称:南昌孟龙实业有限公司
联系人:刘经理(13767010068)
固定电话:0791-86653069
文本传真:0791-86653269
电子邮箱:menglonggj@126.com
公司地址:江西省南昌市灌婴路金润二期6栋32-33号

TP347不锈钢蛇形管下料
发布人:管理员 发布日期:2019-05-30 10:10:12
TP347H不锈钢管下料前按来料情况进行合理排料,避开图纸要求的禁拼区,下料前应按来料情况进行合理的排料,避开图纸上的禁拼区,同时为避免蛇形管对接焊缝与塔模卡管区位置干涉,蛇形管对接焊缝与弯头起弯点工艺尺寸应≥130mm。
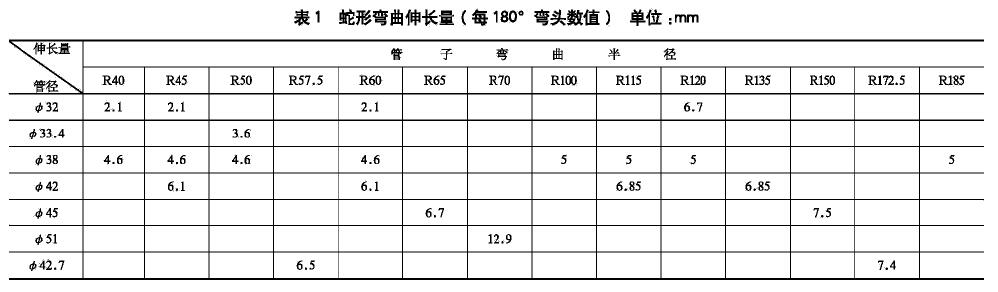
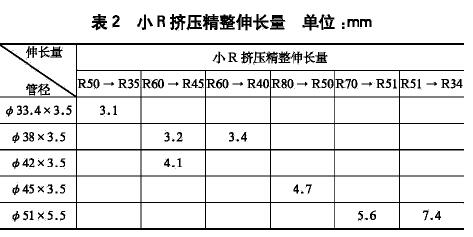
管子下料长度按下列公式确定:
下料长度=理论长度-弯曲伸长量-小R挤压精整伸长量+加工余量
其中弯曲伸长量参考值见表1、小R挤压精整伸长量参考值见表2,具体数值车间每批试弯及试挤压的实测数据为准。图纸如已给出了蛇形管具体拼接位置,则严格保证下料精度,以确保蛇形管焊缝位置符合图纸要求。
TP347H蛇形管在下料后,应作油漆标记:图号、工令号、材质、材检号。标记应放在管端等明显的部位。
下料后在专用坡口倒角机进行坡口加工,刀具应按工艺要求进行刃磨,调整刀具角度,确保坡口表面光滑,端面垂直度不大于0.3mm,坡口尺寸符合图纸要求。甭刃刀具应及时更换。
上一篇: TP347H 不锈钢蛇形管放样
下一篇::TP347不锈钢蛇形管拼接
